


Ведущие покупатели Китая как сваривать прочные полипропиленовые листы на родине страны
Когда говорят про сварку полипропиленовых листов в Китае, многие сразу думают про дешёвое оборудование или стандартные технологии. Но на деле ключевой момент — это понимание структурных особенностей материала. У нас в Шаньдуне, например, часто сталкиваюсь с тем, что покупатели хотят сразу готовые решения, но не учитывают вязкость расплава ПП. Это не тот случай, где можно просто взять фен и варить — тут нужен точный подбор температуры и давления.
Особенности полипропилена для сварки
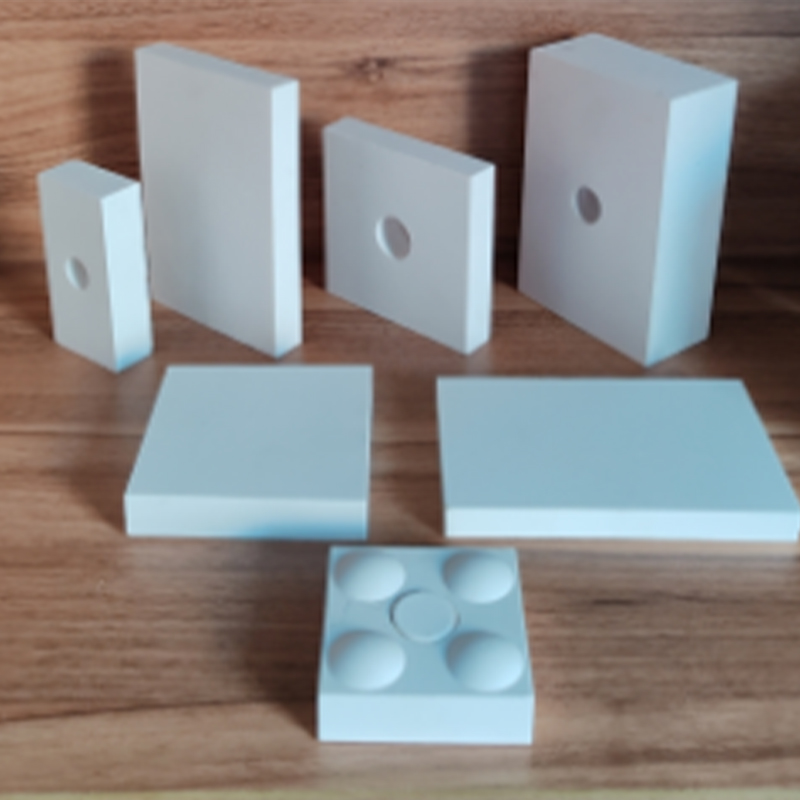
Полипропилен — материал капризный. Если перегреть — пойдут пузыри, недогреть — шов будет рыхлым. На нашем производстве в ООО Шаньдун Цзиньруйда долго экспериментировали с разными марками ПП, пока не подобрали оптимальные параметры для листов толщиной от 10 до 50 мм. Кстати, наши инженеры заметили, что китайский полипропилен часто имеет более высокую текучесть расплава compared с европейскими аналогами — это влияет на скорость сварки.
Однажды пришлось переделывать целую партию для химического завода в Цзянсу — заказчик требовал шов выдерживающий постоянный контакт с щелочами. Пришлось комбинировать сварку с последующей механической обработкой кромок. Кстати, именно тогда мы начали использовать станки ЧПУ для подготовки кромок — оказалось, что даже миллиметровый зазор drastically снижает прочность соединения.
Сейчас для прочных полипропиленовых листов мы рекомендуем трёхэтапный процесс: предварительный нагрев до 180°C, основная сварка при 210-230°C и медленное охлаждение под прессом. Да, это дольше, но зато нет внутренних напряжений в шве. Многие производители экономят на третьем этапе — и потом удивляются, почему конструкции трескаются через полгода эксплуатации.
Оборудование которое реально работает
В Китае распространены сварочные аппараты с цифровым управлением, но я бы не советовал слепо доверять заводским настройкам. Например, для наших полипропиленовых листов мы используем модифицированные экструдеры — добавили дополнительные зоны нагрева и систему точного контроля давления. Стандартное китайское оборудование часто не учитывает сезонные изменения влажности, а это critically влияет на качество сварки.
Особенно проблематично работать с крупногабаритными листами — приходится использовать подвижные нагревательные элементы и специальные прижимные системы. Помню, для проекта в Тяньцзине разрабатывали установку с 8-метровой рабочей зоной — пришлось полностью переделывать систему подачи горячего воздуха, потому что стандартные решения давали неравномерный прогрев по длине шва.
Сейчас на нашем сайте можно увидеть примеры таких решений — мы специально показываем не только готовые продукты, но и процесс сварки. Это помогает ведущим покупателям понимать, какие именно технологические нюансы обеспечивают долговечность соединений.
Типичные ошибки при сварке
Самая распространённая ошибка — попытка ускорить процесс за счёт повышения температуры. Полипропилен начинает деградировать при 270°C, но многие не знают, что уже при 250°C начинается окисление материала. Визуально шов может выглядеть нормально, но его химическая стойкость drastically падает. Мы в Шаньдун Цзиньруйда всегда тестируем вырезанные образцы на стойкость к конкретным средам заказчика.
Другая проблема — неправильная подготовка поверхности. Полипропилен низкоэнергетический материал, поэтому обезжиривание ацетоном или спиртом недостаточно — нужна специальная обработка коронным разрядом. Без этого даже идеально выполненный шов будет иметь адгезию на 30-40% ниже возможной.
Запомнился случай с пищевым комбинатом в Гуандуне — они жаловались на трещины в сварных ёмкостях. Оказалось, что их техники использовали для зачистки наждачную бумагу, которая оставляла микроцарапины. Эти царапины становились концентраторами напряжений. Перешли на фрезеровку кромок — проблема исчезла.
Контроль качества на производстве
У нас в цехах висит простое правило: каждый шов проверяют минимум двумя методами. Визуальный контроль — это только первый этап. Обязательно используем ультразвуковые дефектоскопы для выявления внутренних пустот. Для ответственных конструкций добавляем контроль методом вакуумных камер — особенно важно для химической промышленности.
Многие покупатели Китая просят снизить стоимость за счёт упрощения контроля — это ложная экономия. Себестоимость дефектного шва в 10-15 раз выше, чем стоимость нормального контроля. Мы даже ведём статистику по каждому оператору — это помогает вовремя заметить проблемы с оборудованием или подготовкой персонала.
Интересный момент: мы обнаружили, что качество сварки зависит от времени года. Летом при высокой влажности приходится увеличивать температуру предварительного подогрева на 5-7°C. Это кажется мелочью, но именно такие нюансы отличают профессиональное производство от кустарного.
Перспективы развития технологии
Сейчас экспериментируем с лазерной сваркой полипропилена — технология дорогая, но даёт fantastic результаты для тонкостенных конструкций. Особенно перспективно для медицинских и пищевых применений, где критически важна чистота шва. На базе ООО Шаньдун Цзиньруйда уже собрали экспериментальную установку — пока что себестоимость высокая, но для премиум-сегмента уже есть интерес.
Ещё одно направление — разработка композитных листов с армирующими слоями. Такие материалы требуют специальных режимов сварки, но зато позволяют создавать конструкции с уникальными свойствами. Например, для горнодобывающей промышленности мы делаем полипропиленовые листы с керамическими включениями — сварка таких материалов требует completely другого подхода.
Если говорить о родине страны — то Китай действительно становится лидером в технологиях переработки полимеров. Но успех зависит не от копирования западных методов, а от разработки собственных решений, учитывающих особенности местных материалов и производственных традиций. Именно этим мы и занимаемся в Шаньдун Цзиньруйда уже более десяти лет.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Тазобедренный мостик с овальной трубкой
Тазобедренный мостик с овальной трубкой -
 Изолатеральный жим лежа (F1-1001)
Изолатеральный жим лежа (F1-1001) -
 Вертикальная стойка для гантелей (A04)
Вертикальная стойка для гантелей (A04) -
 Новый тазобедренный мостик
Новый тазобедренный мостик -
 Коммерческая беговая дорожка (K-08T)
Коммерческая беговая дорожка (K-08T) -
 Новый велотренажер
Новый велотренажер -
 Разгибание ног(F1-1024)
Разгибание ног(F1-1024) -
 Разгибание ног(L05)
Разгибание ног(L05) -
 Абдоминальный изолятор(D09)
Абдоминальный изолятор(D09) -
 Гребной тренажер против ветра + магнитного сопротивления
Гребной тренажер против ветра + магнитного сопротивления -
 Разгибание ног(D02)
Разгибание ног(D02) -
 Магнетронный велосипед В
Магнетронный велосипед В
Связанный поиск
Связанный поиск- Основные покупатели оборудования для фитнес-клубов
- Производители листов пвх (СПБ)
- Производители температура сварки пп пластика для бамперов
- Заводы по производству полипропиленовых листов 2 мм
- Китайские производители полиэтиленовых листов для защиты от радиации
- Ведущие покупатели фитнес-оборудования для планшетов
- Основные покупатели медицинских пвх покрытий облицованных медицинской клейкой пленкой
- Основные покупатели интернет-магазинов фитнес-оборудования по странам
- Износостойкие пластины заводы в Китае
- Заводы по прокладке кабеля из сшитого полиэтилена в траншеи в Китае





