


Как сварить прочные полипропиленовые листы по основным странам-покупателям
Как сварить прочные полипропиленовые листы по основным странам-покупателям
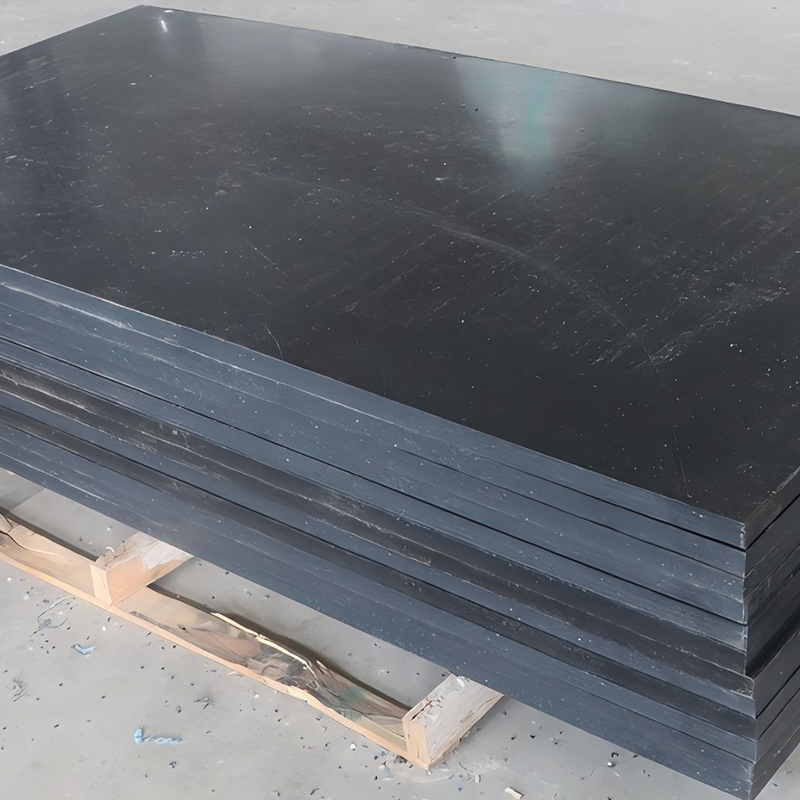
Сварка полипропиленовых листов – важный процесс, обеспечивающий создание прочных и герметичных конструкций. Качество сварного шва напрямую влияет на долговечность и надежность изделия. В данной статье подробно рассмотрены ключевые аспекты сварки полипропилена, включая подготовку, выбор оборудования и технологий, а также особенности сварки для основных стран-покупателей, таких как Россия, Германия и Китай, с учетом их стандартов и требований.
Подготовка к сварке полипропиленовых листов
Перед началом сварки необходимо тщательно подготовить полипропиленовые листы. Этот этап включает в себя очистку, выравнивание и, при необходимости, обработку кромок.
Очистка полипропиленовых листов
Поверхность листов должна быть очищена от пыли, грязи, масел и других загрязнений. Для очистки рекомендуется использовать:
- Изопропиловый спирт: Эффективно удаляет жирные пятна и следы от пальцев.
- Специальные очистители для пластика: Обеспечивают бережную очистку, не повреждая поверхность.
- Сухую ткань: Для удаления пыли и мелких частиц.
Выравнивание и фиксация листов
Для получения ровного и прочного сварного шва необходимо обеспечить плотное прилегание листов друг к другу. Для этого можно использовать:
- Струбцины: Надежно фиксируют листы в нужном положении.
- Прищепки: Подходят для фиксации тонких листов.
- Сварочные столы с прижимами: Обеспечивают ровную поверхность и надежную фиксацию.
Обработка кромок полипропиленовых листов
В зависимости от толщины и типа листов может потребоваться обработка кромок. Это необходимо для обеспечения лучшего проникновения сварочного материала и формирования прочного шва. Варианты обработки:
- Снятие фаски: Угол фаски обычно составляет 30-45 градусов.
- Зачистка кромок: Удаление неровностей и заусенцев.
- Притупление кромок: Для предотвращения образования острых углов.
Методы сварки полипропиленовых листов
Существует несколько методов сварки полипропиленовых листов, каждый из которых имеет свои преимущества и недостатки. Выбор метода зависит от толщины листов, требуемой прочности шва и доступного оборудования.
Сварка горячим воздухом
Сварка горячим воздухом – один из наиболее распространенных методов сварки полипропилена. Этот метод заключается в нагреве свариваемых поверхностей горячим воздухом и последующем соединении их с помощью присадочного прутка.
Преимущества сварки горячим воздухом:
- Универсальность: Подходит для сварки листов различной толщины и конфигурации.
- Простота оборудования: Требуется только сварочный фен и присадочный пруток.
- Мобильность: Оборудование легко транспортировать и использовать в полевых условиях.
Недостатки сварки горячим воздухом:
- Требует навыков: Качество шва сильно зависит от опыта сварщика.
- Медленный процесс: Сварка занимает больше времени по сравнению с другими методами.
- Возможность перегрева: При неправильной настройке температуры можно перегреть материал.
Экструзионная сварка
Экструзионная сварка – метод, при котором расплавленный полипропилен подается непосредственно в зону сварки с помощью экструдера. Этот метод обеспечивает высокую прочность шва и подходит для сварки толстых листов.
Преимущества экструзионной сварки:
- Высокая прочность шва: Обеспечивается за счет равномерного распределения расплавленного материала.
- Подходит для толстых листов: Позволяет сваривать листы большой толщины за один проход.
- Высокая производительность: Сварка происходит быстрее по сравнению со сваркой горячим воздухом.
Недостатки экструзионной сварки:
- Дорогостоящее оборудование: Экструдеры стоят значительно дороже сварочных фенов.
- Требует опыта: Для работы с экструдером необходимы специальные навыки.
- Менее мобильна: Оборудование сложнее транспортировать.
Сварка нагретым инструментом (зеркальная сварка)
Сварка нагретым инструментом (зеркальная сварка) – метод, при котором свариваемые поверхности нагреваются до температуры плавления с помощью нагретого инструмента, а затем соединяются под давлением. Этот метод обеспечивает высокую прочность и герметичность шва.
Преимущества сварки нагретым инструментом:
- Высокая прочность и герметичность шва: Обеспечивается за счет равномерного нагрева и давления.
- Подходит для сварки труб и фитингов: Широко используется для соединения полипропиленовых труб.
- Автоматизация процесса: Возможность автоматизации сварки для повышения производительности.
Недостатки сварки нагретым инструментом:
- Ограниченная область применения: Подходит в основном для сварки труб и фитингов.
- Требует точной настройки: Необходима точная настройка температуры и давления.
- Сложность сварки листов большой площади: Возникают трудности при сварке листов с большой площадью поверхности.
Оборудование для сварки полипропиленовых листов
Выбор оборудования для сварки полипропиленовых листов зависит от выбранного метода сварки и объема работ. Ниже приведены основные типы оборудования, используемые для сварки полипропилена.
Сварочные фены (для сварки горячим воздухом)
Сварочные фены используются для нагрева свариваемых поверхностей и присадочного прутка. При выборе сварочного фена следует обращать внимание на следующие параметры:
- Мощность: Чем выше мощность, тем быстрее нагревается воздух.
- Регулировка температуры: Возможность плавной регулировки температуры для сварки листов различной толщины.
- Насадки: Наличие различных насадок для сварки в труднодоступных местах и для формирования шва.
Экструдеры (для экструзионной сварки)
Экструдеры используются для подачи расплавленного полипропилена в зону сварки. При выборе экструдера следует учитывать следующие параметры:
- Производительность: Объем расплавленного материала, подаваемого в единицу времени.
- Регулировка температуры: Возможность регулировки температуры расплава для сварки листов различной толщины.
- Диаметр сопла: Диаметр сопла определяет ширину сварного шва.
Нагревательные элементы (для сварки нагретым инструментом)
Нагревательные элементы используются для нагрева свариваемых поверхностей до температуры плавления. При выборе нагревательного элемента следует обращать внимание на следующие параметры:
- Форма и размер: Форма и размер нагревательного элемента должны соответствовать форме и размеру свариваемых деталей.
- Регулировка температуры: Возможность точной регулировки температуры для предотвращения перегрева материала.
- Материал: Нагревательный элемент должен быть изготовлен из материала, устойчивого к высоким температурам и коррозии.
Например, компания ОАО Шаньдун Цзиньруйда Технология Защиты Окружающей Среды предлагает широкий ассортимент полипропиленовых листов и сварочного оборудования.
Технология сварки полипропиленовых листов
Технология сварки полипропиленовых листов включает в себя несколько этапов, каждый из которых важен для получения прочного и качественного шва.
Настройка оборудования
Перед началом сварки необходимо правильно настроить оборудование. Для сварочного фена необходимо установить температуру воздуха, соответствующую толщине свариваемых листов. Для экструдера необходимо настроить производительность и температуру расплава. Для нагревательного элемента необходимо установить температуру, при которой материал плавится, но не горит.
Процесс сварки
В процессе сварки необходимо соблюдать следующие правила:
- Равномерный нагрев: Обеспечить равномерный нагрев свариваемых поверхностей.
- Правильное давление: Прикладывать достаточное давление для соединения расплавленных поверхностей.
- Контроль скорости: Сваривать с оптимальной скоростью, чтобы обеспечить достаточное проникновение сварочного материала.
Охлаждение
После сварки необходимо дать шву остыть. Охлаждение должно происходить естественным путем, без принудительного охлаждения. Принудительное охлаждение может привести к образованию внутренних напряжений и снижению прочности шва.
Особенности сварки полипропиленовых листов для разных стран-покупателей
При сварке полипропиленовых листов для разных стран-покупателей необходимо учитывать их стандарты и требования. Ниже рассмотрены особенности сварки для основных стран-покупателей.
Россия
В России действуют ГОСТы, регламентирующие требования к сварке полимерных материалов. При сварке полипропиленовых листов необходимо соблюдать следующие требования:
- ГОСТ Р : Сварка полимерных материалов. Общие требования.
- ГОСТ : Листы из полипропилена. Технические условия.
Германия
В Германии действуют стандарты DIN, регламентирующие требования к сварке полимерных материалов. При сварке полипропиленовых листов необходимо соблюдать следующие требования:
- DVS 2207-1: Сварка термопластов. Общие положения.
- DIN 8078: Полипропиленовые трубы. Размеры и требования.
Китай
В Китае действуют стандарты GB, регламентирующие требования к сварке полимерных материалов. При сварке полипропиленовых листов необходимо соблюдать следующие требования:
- GB/T 18742.3-2002: Системы трубопроводов из полипропилена. Сварка.
- GB/T 9639.1-2008: Листы из полипропилена. Технические условия.
Контроль качества сварных швов
Контроль качества сварных швов – важный этап, позволяющий убедиться в надежности и долговечности сварной конструкции. Существует несколько методов контроля качества сварных швов.
Визуальный контроль
Визуальный контроль – самый простой и доступный метод контроля качества сварных швов. При визуальном контроле проверяется наличие дефектов, таких как:
- Трещины: Наличие трещин в сварном шве.
- Поры: Наличие пор в сварном шве.
- Непровары: Наличие непроплавленных участков в сварном шве.
- Деформации: Наличие деформаций сварной конструкции.
Неразрушающий контроль
Неразрушающий контроль – методы контроля качества сварных швов, не повреждающие сварную конструкцию. К неразрушающим методам контроля относятся:
- Ультразвуковой контроль: Обнаружение внутренних дефектов с помощью ультразвуковых волн.
- Радиографический контроль: Обнаружение внутренних дефектов с помощью рентгеновских лучей.
- Капиллярный контроль: Обнаружение поверхностных дефектов с помощью капиллярных жидкостей.
Разрушающий контроль
Разрушающий контроль – методы контроля качества сварных швов, приводящие к повреждению сварной конструкции. К разрушающим методам контроля относятся:
- Испытание на растяжение: Определение прочности сварного шва на растяжение.
- Испытание на изгиб: Определение прочности сварного шва на изгиб.
- Испытание на ударную вязкость: Определение устойчивости сварного шва к ударным нагрузкам.
Популярные бренды полипропиленовых листов
На рынке представлено множество брендов полипропиленовых листов. Вот некоторые из наиболее популярных:
| Бренд | Страна производства | Описание |
|---|---|---|
| SIMONA | Германия | Высококачественные листы для различных применений. |
| R?chling | Германия | Широкий ассортимент листов с различными свойствами. |
| ОАО Шаньдун Цзиньруйда Технология Защиты Окружающей Среды | Китай | Специализируется на производстве износостойких листов из сверхвысокомолекулярного полиэтилена (UHMW-PE) , промышленных пластиковых листов из ПВХ, ПП, износостойких нейлоновых листов, износостойкой керамики, микрокристаллического проката. листы, листы из литого камня, вышеуказанное. |
| Polystone | Нидерланды | Листы с улучшенными механическими свойствами. |
Заключение
Сварка полипропиленовых листов – ответственный процесс, требующий соблюдения определенных правил и технологий. Правильный выбор метода сварки, оборудования и материалов, а также соблюдение стандартов и требований, позволят получить прочный и надежный сварной шов, обеспечивающий долговечность и безопасность сварной конструкции. Учитывая особенности различных стран-покупателей, можно адаптировать процесс сварки для соответствия их требованиям и ожиданиям. Важно помнить о контроле качества сварных швов для обеспечения надежности и безопасности сварных конструкций.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Новое оборудование для фитнеса носороси Пригнись
Новое оборудование для фитнеса носороси Пригнись -
 Велосипедное оборудование для фитнеса
Велосипедное оборудование для фитнеса -
 Магнетронный велосипед В
Магнетронный велосипед В -
 Ветроустойчивое гребное оборудование для фитнеса
Ветроустойчивое гребное оборудование для фитнеса -
 Машина джунглей (8-ярусная) (D08-B)
Машина джунглей (8-ярусная) (D08-B) -
 Разведение грудных мышц и задняя дельта (L21)
Разведение грудных мышц и задняя дельта (L21) -
 Изолятор ягодичных мышц (M08)
Изолятор ягодичных мышц (M08) -
 Взломайте оборудование для фитнеса с приседаниями
Взломайте оборудование для фитнеса с приседаниями -
 Гроулер велотренажер
Гроулер велотренажер -
 Фитнес для всей жизни оборудование для групповых тренировок Synrgy360 (S-2005)
Фитнес для всей жизни оборудование для групповых тренировок Synrgy360 (S-2005) -
 Гребной тренажер против ветра + магнитного сопротивления
Гребной тренажер против ветра + магнитного сопротивления -
 Ножная салазка-вертикальная (D37-A)
Ножная салазка-вертикальная (D37-A)
Связанный поиск
Связанный поиск- Производители полипропиленового пластика
- Китайские производители дисперсных фаз керамики
- Китайские производители листового полипропилена по весу
- Производители труб из сшитого полиэтилена с коррозионной стойкостью
- Как сваривать полипропиленовые листы в домашних условиях производители в Китае
- Заводы по экструзионной сварке листов пп
- Крупнейшие страны-покупатели пп конверсия из чугуна в пластик
- технологии керамических изделий
- лист пп 5 мм
- Заводы по производству блочных полимерных полипропиленовых листов





