


Китайские производители нейлоновых деталей специальной формы
Когда слышишь про китайских производителей нейлоновых деталей специальной формы, первое, что приходит в голову — это штамповка тысяч одинаковых изделий. Но реальность сложнее: здесь важны не только пресс-формы, но и понимание, как поведёт себя материал при экстремальных нагрузках или в агрессивных средах. Многие ошибочно думают, что нейлон — это просто ?пластик?, а ведь его марки и модификации определяют, выдержит ли деталь трение в конвейере или рассыплется через месяц.
Почему нейлон, а не сталь или алюминий?
В наших проектах для горнодобывающей отрасли изначально пробовали комбинировать металлы с полимерами, но нейлоновые вкладыши показали на 40% меньше износа в узлах трения. Например, для направляющих роликов в шахтных конвейерах — здесь важна не просто твёрдость, а способность поглощать вибрацию без деформации. Кстати, нейлоновые детали специальной формы часто требуют дополнительной калибровки по толщине: если ошибиться на 0.5 мм, вся сборка пойдёт под откос.
Однажды заказчик требовал дугообразные прокладки для уплотнительных систем — казалось бы, элементарно. Но при формовании нейлон дал усадку неравномерно, и партия ушла в брак. Пришлось пересчитывать коэффициенты расширения для влажной среды. Это тот случай, когда теория без практики буксует.
Сейчас часто запрашивают нейлон с добавлением тефлона или графита — для снижения трения без смазки. Но такие композиты капризны в обработке: фреза должна идти на низких оборотах, иначе материал плавится по кромкам. Мы настраивали ЧПУ для ООО Шаньдун Цзиньруйда именно под такие задачи — их листы UHMW-PE и нейлона стабильны по плотности, что реже приводит к сюрпризам при фрезеровке.
Оборудование для глубокой обработки: между идеей и реализацией
На сайте https://www.sdjrdhbkj.ru упоминается глубокая обработка — это не просто распилить лист на квадраты. Речь о 5-осевых станках, которые могут вырезать спиральные желоба или зубчатые передачи с погрешностью в сотые доли миллиметра. Но даже с дорогим оборудованием есть нюансы: например, при охлаждении нейлон может ?поплыть?, если подавать СОЖ слишком интенсивно.
Для деталей типа лабиринтных уплотнений или кронштейнов сложной геометрии мы сначала делаем 3D-модель, затем тестовый образец из дешёвого полипропилена — и только после проверки на совместимость запускаем в нейлоне. Экономит время, хотя некоторые клиенты считают это лишним этапом. Зря: в прошлом году сэкономили заказчику 12 тыс. долларов, вовремя заметив конфликт в посадочных местах.
Кстати, ООО Шаньдун Цзиньруйда предлагает не просто листы, а готовые решения — их техотдел помогает рассчитать нагрузки для деталей нестандартной конфигурации. Это редкость среди китайских поставщиков, где часто работают по принципу ?продали и забыли?.
Типичные ошибки при заказе спецдеталей
Самое больное место — чертежи ?как у конкурентов, но дешевле?. Без учёта реальных нагрузок нейлоновая шестерня разбивается за неделю, хотя по документам должна служить годы. Как-то раз получили ТЗ с допусками ±0.1 мм — для нейлона это нереально без последующей калибровки в термокамере. Объяснили заказчику, что итоговая точность будет ±0.3 мм — он сперва возмущался, но после испытаний согласился, что для его применения этого достаточно.
Другая проблема — логистика. Нейлоновые детали с пазами и выступами требуют индивидуальной упаковки, иначе при перевозке появляются царапины на рабочих поверхностях. Мы сейчас используем пенопластовые кассеты, но для хрупких конфигураций типа тонкостенных кожухов приходится добавлять деревянные распорки.
И да, не все марки нейлона совместимы с маслами и химикатами. PA6 с добавками подходит для пищевой промышленности, а вот PA66 лучше держит ударные нагрузки, но боится кислот. В спецификациях китайских производителей это не всегда указано — приходится запрашивать тестовые отчёты.
Кейс: нестандартные втулки для лесозаготовительной техники
Был проект по замене бронзовых втулок на нейлоновые в ходовой части харвестеров. Исходные детали стоили дорого и требовали постоянной смазки. Сделали прототипы из износостойкого нейлона с армированием — но при -25°C материал стал хрупким. После трёх итераций подобрали модификацию с морозостойкими присадками, и теперь эти втулки служат дольше аналогов на 30%.
Интересно, что расчёт на прочность показал достаточность толщины 15 мм, но практика выявила необходимость рёбер жёсткости — без них втулки деформировались под боковой нагрузкой. Пришлось перепроектировать оснастку, зато получился продукт, который теперь поставляем в Канаду и Скандинавию.
Этот опыт подтвердил, что для нейлоновых деталей специальной формы важен не только химсостав, но и ориентация волокон при литье. Мы сейчас сотрудничаем с ООО Шаньдун Цзиньруйда как раз из-за их умения стабильно воспроизводить такие параметры.
Что ждёт отрасль в ближайшие годы
Тенденция к гибридным материалам: нейлон с керамическими наполнителями для экстремальных температур или с антистатическими добавками для электроники. Но пока такие композиты сложны в обработке — требуют алмазного инструмента и замедляют производство.
Второй момент — цифровизация. В идеале хотелось бы получать от поставщиков типа Шаньдун Цзиньруйда не просто сертификаты, а 3D-модели с расчётными характеристиками. Пока это редкость, но отделы контроля качества уже начинают требовать данные для симуляции нагрузок.
И главное — растёт запрос на комплексные решения. Не просто ?нейлоновый лист?, а готовый узел с подобранными креплениями и инструкцией по монтажу. Как раз то, что упомянуто в описании компании на sdjrdhbkj.ru — способность не только производить, но и проектировать под нужды клиента. Думаю, это станет стандартом для выживших на рынке производителей.
Соответствующая продукция
Соответствующая продукция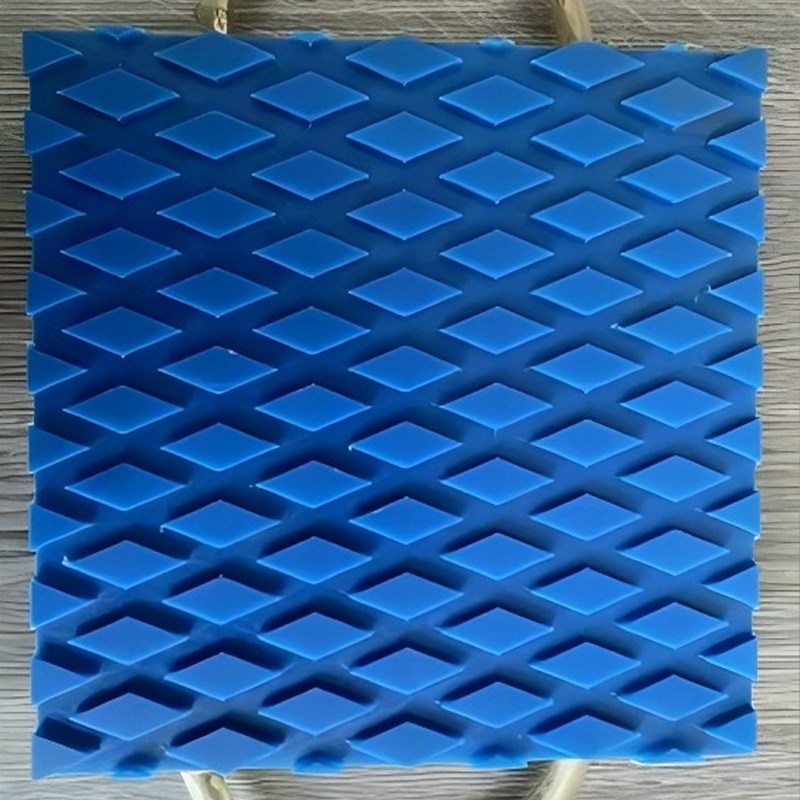







Самые продаваемые продукты
Самые продаваемые продукты-
 Разгибание ног(L05)
Разгибание ног(L05) -
 Литой камень
Литой камень -
 Вращающийся торс (L19)
Вращающийся торс (L19) -
 Разгибание ног(D02)
Разгибание ног(D02) -
 Разведение грудных мышц и задняя дельта (L21)
Разведение грудных мышц и задняя дельта (L21) -
 Вертикальная стойка для гантелей (A04)
Вертикальная стойка для гантелей (A04) -
 Акула приседания фитнес оборудование
Акула приседания фитнес оборудование -
 Отжимания сидя (R2-01)
Отжимания сидя (R2-01) -
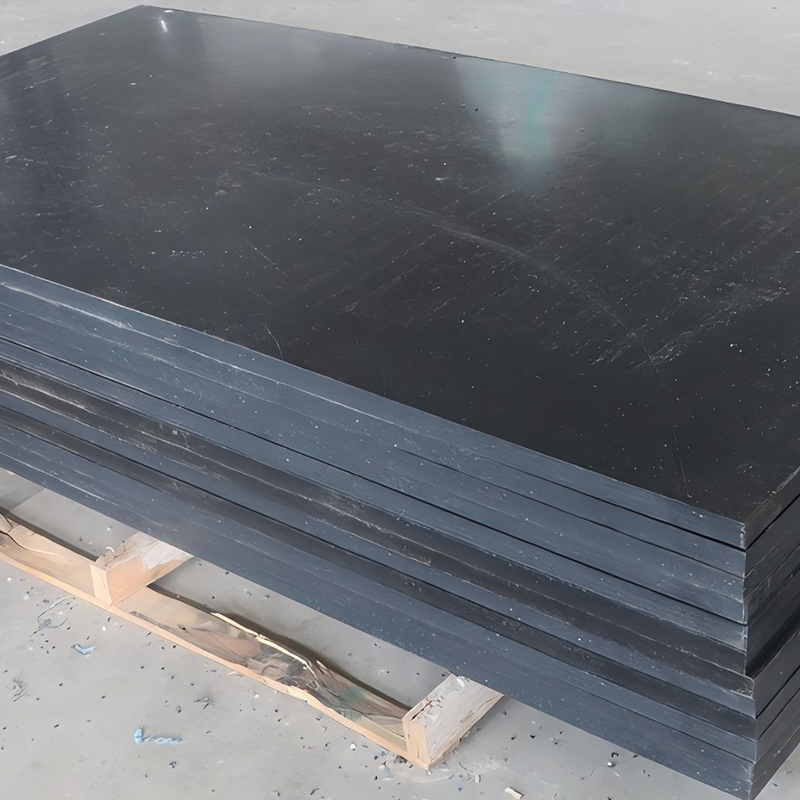 Нейлоновый лист
Нейлоновый лист -
 Жим ногами (M10)
Жим ногами (M10) -
 Станок для прокатки шин А
Станок для прокатки шин А -
 Подъем в сторону (D03)
Подъем в сторону (D03)
Связанный поиск
Связанный поиск- Производители 92 керамики в Китае
- Заводы по производству полипропиленовых листов ручной работы
- Ведущие страны-покупатели полиэтиленовых листов для защиты от радиации в Китае
- Заводы по производству оконных калибров из пвх
- Китай керамические пластины живопись фабрик
- Ведущие страны-покупатели специализированных досок для портовых терминалов в Китае
- Китайские заводы по производству тонких керамических дисков
- Производители керамических блоков
- Производители оборудования для банджи-джампинга
- Ведущие покупатели паяльников для полипропиленовых листов Страны





